
main content:
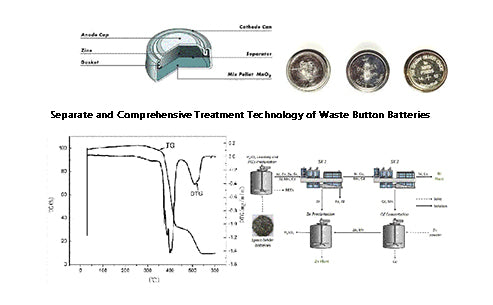
The separate comprehensive treatment technology of waste button batteries is rare. The separate comprehensive treatment technology for waste button batteries is still based on the common pyrometallurgy or the combination of hydrometallurgy and pyrometallurgy. In addition, the processing methods for different types of button batteries are also different. There are mainly the following separate recycling and processing technologies.
1. The waste button battery treatment process of Voest-Alpine Engineering Company in Australia

Australian Voest-Alpine Engineering Company handles mixed waste batteries mainly including button batteries and cylindrical batteries (alkaline batteries, non-alkaline batteries and zinc-carbon batteries, etc.). First, sorting is carried out, and the waste batteries are divided into button batteries and cylindrical batteries, which are processed separately.
The coin cell is processed at a high temperature of 650°C, and the mercury is evaporated, condensed and recovered. The remaining residue is dissolved in nitric acid, while the stainless steel shell in it does not dissolve and can be separated, and then hydrochloric acid is added to precipitate silver chloride. Silver chloride is reduced to metallic silver with metallic zinc. The wastewater generated during the treatment process is removed with fixed electrolytic beds to remove all trace mercury and then neutralized for discharge.
2. Japan's mercury-containing waste recycling experimental plant process

Strictly speaking, this process is not only for button batteries.
① Sorting process
Through the vibrating electromagnetic separator (3.5t/h), the waste batteries are divided into five types according to different shapes and sizes: R20 cylindrical battery, R14 cylindrical battery, R6 cylindrical battery, button battery and square battery. Among them, R20 cylindrical batteries will be further divided into zinc-carbon batteries and alkaline manganese batteries according to different qualities. The re-sorter has two grids, and the sorting capacity of each grid is 160 pieces/min. In this process, the sundries other than the battery are also removed, and manual sorting is still required to a certain extent.
②Peeling process
In this process, the sorted R20 cylindrical batteries with iron shells are peeled off by a peeling machine equipped with hydraulic clamps. The iron shell is recovered in the form of iron filings, with a recovery rate of 98%.
③Baking process
The sorted, stripped or unsorted batteries are mechanically crushed, mixed, and then heated to about 700°C in a roasting furnace to decompose and evaporate the mercury-containing enamel. The first-stage converter is used for smelting, the speed is 1.5r/min, the capacity is 20t/d, and liquefied natural gas is used as fuel; the second-stage converter is used for cooling the roasted material, the speed is 3r/min, the capacity is 20t/d, and the furnace The reaction is as follows.
Zn·Hg→Hg+Zn (zinc-carbon battery and alkaline manganese)
2HgO→2Hg+O2↑ (mercury oxide battery)
④Magnetic separation process
The calcined ash after roasting is cooled to room temperature, and then subjected to magnetic separation after crushing. The working capacity of the crusher and the magnetic separator are both 2.7t/h, and the daily operation is 8h. The sorted material is weighed and then packaged. The recovery rate of iron filings is 94%, and the rest is zinc filings. Dust is removed through a filter screen before magnetic separation.
⑤Condensation process
The mercury-containing furnace gas generated in the roasting process passes through the cyclone dust collector and the dry dust collector (maximum flow rate 1800m3/h, continuous operation for 24h) into the air-cooled shoe-shaped condenser (maximum flow rate 1800m3/h, continuous operation for 24h). The gas temperature at the outlet of the roaster is about 300°C. After cooling, the mercury vapor begins to condense between about 100 and 150°C (depending on the concentration of mercury vapor). The amount of condensation is related to vapor pressure and outlet temperature. The dew droplets of mercury condense on the inner wall and are regularly washed away with water. The crude mercury has been refined to a purity of 99.9%, and is packed in iron bottles, each with a net weight of 34.5kg, for sale.
⑥Gas treatment process
The gas discharged after condensation contains trace amounts of harmful gases such as mercury and chlorine. In the gas treatment process, these harmful gases are removed and neutralized by gas scrubbers, wet electrostatic precipitators and resin absorption towers. These devices operate continuously for 24h with a maximum flow of 1890m3/h.
⑦ Wastewater treatment process
The wastewater from the condensation process and gas treatment process is agitated by adding mercury stabilizer to the wastewater treatment plant to adjust the pH value, and then filtered. The filtered water evaporates in the dryer and the residue is returned to the roaster. After the wastewater is treated, it is recycled and reused, and the wastewater treatment capacity is 2m3/h.
The plant was put into operation in the second half of 1985, and it processed 1,520t of waste within half a year, at a cost of 92,000 yen/t. By the first half of 1987, 2,909t of waste had been disposed of within six months, and the treatment cost was 77,000 yen/t.
3. Recycling technology of silver oxide button battery

This paper introduces the recycling technology of silver oxide button batteries in Japan. The specific technology is as follows.
First, the waste button batteries are roughly sorted by an automatic particle size sorter, and then the silver oxide batteries are individually selected by hand selection. Since the waste silver oxide battery will have mercury residues, if it leaks, it will cause heat or even burn out. Therefore, the waste silver oxide battery must be immersed in cold water for 7-8 hours before crushing and other pretreatment.
The second is to dissolve, filter and clean the pretreated waste battery in nitric acid, and add industrial salt to the filtrate to turn it into silver chloride; at the same time, other metals such as iron and zinc are basically separated. An organic reducing agent is added to silver chloride, and after the reaction, cleaning and centrifugation are carried out to obtain reduced silver with a purity of 99%; a silver anode is made by melting in a dry furnace, and electrolysis with a purity of 99.9% is finally made by electrolysis. silver.
Finally, the various metal ions discharged into the waste liquid are precipitated as hydroxides by adjusting the pH value, and then recovered separately after drying. Hazardous substances such as mercury remaining in the waste liquid are absorbed and purified by integrated resin.